Deep drawing is one of the most widely used sheet metal forming processes in modern manufacturing, and 3003 aluminum alloy stands out as the premier material choice for this application. This comprehensive guide walks manufacturers, engineers, and procurement specialists through every critical aspect of deep drawing 3003 aluminum—from material properties and temper selection to die design, lubrication strategies, defect prevention, and real-world case studies.
Whether you are producing cookware, automotive heat exchangers, lighting reflectors, or packaging containers, understanding the deep drawing behavior of 3003 aluminum will help you optimize your production line, reduce scrap rates, and deliver higher-quality products. We cover draw ratio calculations, die clearance specifications, punch and die radius recommendations, and provide practical data tables that you can reference on the shop floor.
For ready-to-draw 3003 aluminum sheets, 3003 aluminum coils, or 3003 aluminum strips, HXM Aluminum provides precision-rolled material with consistent mechanical properties batch after batch. Contact our technical team to discuss your specific deep drawing requirements.

What Is Deep Drawing and Why 3003 Aluminum Is Ideal
Deep drawing is a sheet metal forming process in which a flat blank is radially drawn into a forming die by the mechanical action of a punch. The process transforms a two-dimensional sheet into a three-dimensional hollow component—typically a cup, box, or complex shell—with a depth that exceeds the diameter of the blank. It is one of the most efficient and economical methods for producing seamless, hollow metal parts at high volumes.
The deep drawing process involves several key components working in precise coordination:
- Blank: The flat sheet metal disc cut to the required diameter, typically sheared or laser-cut from a larger coil or sheet.
- Punch: The male tool that pushes the blank into the die cavity, defining the internal shape and dimensions of the drawn part.
- Die: The female tool with a cavity that matches the desired outer shape of the component. The die opening features a carefully calibrated radius.
- Blank Holder (Binder Ring): A pressure ring that holds the blank flat against the die face to prevent wrinkling while allowing controlled material flow into the die cavity.
- Lubricant: A specially formulated drawing compound applied to the blank and tooling surfaces to reduce friction, prevent galling, and extend tool life.
The process begins with the blank holder clamping the blank against the die with a precisely controlled force. The punch then descends, pushing the center of the blank through the die opening. As the material flows, the flange region undergoes radial compressive stress and tensile stress in the direction of flow, while the material wrapping around the punch nose experiences biaxial tension. The wall of the drawn cup carries the load transmitted between the punch and the flange. This complex stress state demands a material with excellent formability, uniform elongation, and resistance to thinning—and this is precisely where 3003 aluminum excels.
Why 3003 Aluminum Is the Go-To Alloy for Deep Drawing
3003 aluminum is a non-heat-treatable alloy from the 3xxx series, alloyed with approximately 1.0–1.5% manganese. This manganese addition provides a significant strength increase over pure aluminum (1100 series) while maintaining outstanding formability. The alloy offers a unique combination of properties that make it the industry standard for deep drawing applications:
- Excellent formability: 3003 exhibits high uniform elongation and a favorable strain-hardening exponent (n-value), allowing it to undergo severe plastic deformation without cracking.
- Good corrosion resistance: The alloy forms a stable oxide layer that provides excellent resistance to atmospheric corrosion, making it suitable for cookware, food packaging, and marine applications.
- Superior drawability: The favorable plastic strain ratio (r-value) of 3003 indicates good resistance to thinning, which is critical for deep drawing operations where the material must flow without excessive wall thinning.
- Consistent mechanical properties: Precision-rolled 3003 aluminum from quality suppliers like HXM Aluminum delivers batch-to-batch consistency, ensuring predictable drawing behavior.
- Cost-effectiveness: Compared to higher alloys like 5052 or 6061, 3003 offers an excellent balance of performance and cost for moderate-strength deep drawn components.
- Good weldability and brazability: 3003 can be readily welded and brazed, which is essential for heat exchanger and pressure vessel applications.
These properties explain why 3003 aluminum is the dominant alloy choice for deep drawn cookware, automotive heat exchanger fins, lighting reflectors, pressure vessels, food and beverage containers, and countless other hollow-component applications across virtually every manufacturing industry.
Material Properties That Make 3003 Perfect for Deep Drawing
To understand why 3003 aluminum performs so well in deep drawing, we need to examine its metallurgical and mechanical properties in detail. The deep drawing process subjects the material to a complex combination of tensile, compressive, and shear stresses. A material that can accommodate these stress states without fracturing or excessive thinning is essential for successful drawing operations.
Chemical Composition
The defining characteristic of 3003 aluminum is its manganese content. The table below shows the nominal chemical composition per ASTM B209 and AA standards:
| Element | Nominal % | Range % | Role in Deep Drawing |
|---|---|---|---|
| Mn (Manganese) | 1.20 | 1.00–1.50 | Primary strengthening element; improves strength while maintaining formability |
| Cu (Copper) | 0.12 | 0.05–0.20 | Minor strengthener; slightly reduces corrosion resistance |
| Fe (Iron) | 0.50 | 0.0–0.7 | Controls grain size; excess can reduce ductility |
| Si (Silicon) | 0.30 | 0.0–0.6 | Minor solid solution strengthener |
| Zn (Zinc) | — | 0.0–0.10 | Trace element; minimal effect on drawing |
| Al (Aluminum) | Balance | — | Base matrix providing inherent ductility |
Key Mechanical Properties for Deep Drawing
Several mechanical properties directly influence deep drawing performance. Understanding these metrics allows engineers to predict drawing behavior and select the optimal temper and thickness:
- Strain Hardening Exponent (n-value): The n-value quantifies a material’s ability to resist localized thinning by distributing strain uniformly. 3003 aluminum typically exhibits an n-value of 0.25–0.30, which is excellent for deep drawing. A higher n-value means the material strengthens as it deforms, preventing necking and allowing deeper draws.
- Plastic Strain Ratio (r-value or Lankford value): The r-value measures resistance to thinning relative to widening. An r-value greater than 1.0 indicates the material preferentially flows in the width direction rather than thinning. 3003 aluminum has a typical r-value of 0.6–0.8. While not as high as some deep-drawing steels, it is the best among common aluminum alloys for this process.
- Uniform Elongation: 3003-O temper exhibits uniform elongation of 20–30%, providing substantial deformation capacity before necking begins. This is critical for deep drawing where the material must undergo significant plastic strain.
- Yield Strength / Tensile Strength Ratio: A low yield-to-tensile ratio (approximately 0.35–0.45 for 3003-O) indicates that the material begins to deform plastically at relatively low stress but continues to strengthen, allowing sustained deformation without fracture.
Typical Mechanical Properties by Temper
| Temper | UTS (MPa) | YS (MPa) | Elongation % | n-value | r-value |
|---|---|---|---|---|---|
| 3003-O (Annealed) | 95–135 | 35–55 | 20–30 | 0.28 | 0.65 |
| 3003-H14 | 140–180 | 115–155 | 6–12 | 0.20 | 0.70 |
| 3003-H24 | 140–180 | 110–150 | 8–14 | 0.22 | 0.68 |
| 3003-H18 (Full Hard) | 185–210 | 165–195 | 2–4 | 0.12 | 0.75 |
The data clearly shows that the annealed (O) temper offers the highest elongation and n-value, making it the best choice for severe deep drawing operations. However, the H14 and H24 tempers offer higher strength for applications that require a stiffer final product with moderate drawing depth.
When sourcing material for deep drawing, it is critical to work with a supplier that can guarantee these mechanical properties. HXM Aluminum’s 3003 sheets are produced with tight tolerance control on thickness, flatness, and mechanical properties, ensuring consistent drawing performance across every coil.

Temper Selection for Deep Drawing: O vs H14 vs H24
Temper selection is arguably the single most important material decision in a deep drawing project. The temper determines the balance between formability (how deep you can draw) and mechanical strength (how stiff the final part is). For 3003 aluminum, three tempers are most commonly used in deep drawing applications: O (fully annealed), H14 (half hard), and H24 (half hard, stabilized).
3003-O (Fully Annealed)
The O temper is produced by heating the alloy to approximately 415°C (780°F) and holding until the material is fully recrystallized, then cooling to room temperature. This process removes all strain hardening from prior rolling operations, resulting in the softest, most ductile condition. 3003-O has the lowest yield strength (35–55 MPa) and highest elongation (20–30%), making it the preferred choice for:
- Deep drawn cookware (pots, pans, pressure cookers) where draw depths exceed 50% of the blank diameter
- Multi-stage deep drawing operations requiring three or more redraws
- Complex shapes with significant corner radii reduction
- Applications where post-drawing forming (ironing, coining, embossing) is required
- Parts that will be subsequently heat-treated or annealed
Advantages: Maximum draw depth capability, lowest risk of cracking, excellent uniform elongation, and superior strain distribution.
Limitations: Low final part strength; parts may deform under service loads if not subsequently strain-hardened by the drawing process itself or through additional work hardening.
3003-H14 (Half Hard)
The H14 temper is achieved by cold rolling the annealed material to approximately 25% reduction in thickness without subsequent annealing. This strain-hardened condition provides significantly higher strength (UTS 140–180 MPa, YS 115–155 MPa) while retaining moderate formability (elongation 6–12%). H14 is suitable for:
- Shallow to moderate draw depths (draw ratio ≤ 1.6)
- Parts requiring higher structural rigidity (lamp housings, electronic enclosures)
- Single or two-stage drawing operations
- Applications where the drawn part must maintain dimensional stability under load
- Components that will not undergo subsequent heat treatment
Advantages: Higher strength and stiffness in the finished part, better surface finish, and good dimensional stability.
Limitations: Reduced draw depth capability; risk of cracking at tight radii or high draw ratios; lower elongation limits the severity of forming operations.
3003-H24 (Half Hard, Stabilized)
The H24 temper is produced similarly to H14 (cold rolling to ~25% reduction) but includes a stabilizing anneal at a relatively low temperature (approximately 150–200°C). This low-temperature treatment promotes precipitation of fine dispersoids and relieves internal residual stresses without significantly reducing strength. The result is a temper with mechanical properties very similar to H14 but with improved stability and slightly better formability:
- Elongation is slightly higher (8–14% vs 6–12% for H14)
- Lower residual stress means better flatness and dimensional consistency
- Reduced risk of stress corrosion cracking
- More predictable springback behavior
H24 is often preferred over H14 for deep drawing applications because the stabilization treatment provides more consistent mechanical properties across the coil width and length, reducing variability in drawing performance.
Temper Selection Summary
| Criteria | 3003-O | 3003-H14 | 3003-H24 |
|---|---|---|---|
| Max Draw Ratio (m) | 1.9–2.1 | 1.4–1.6 | 1.5–1.7 |
| Recommended Stages | 1–3+ draws | 1 draw | 1–2 draws |
| Part Strength | Low | Medium-High | Medium-High |
| Springback | Minimal | Moderate | Low-Moderate |
| Best For | Deep cookware, pressure vessels | Shallow housings, enclosures | General purpose, lighting |
| Ironing Suitability | Excellent | Poor | Fair |
As a general rule, start with 3003-O for any draw ratio above 1.6, and consider H14 or H24 only when the draw ratio is moderate and the finished part requires higher mechanical strength. For 3003 aluminum coils in various tempers, HXM Aluminum offers full temper certification and mechanical property testing on every shipment.
Draw Ratio Limits and Calculation Methods
The draw ratio is the fundamental parameter that determines whether a deep drawing operation will succeed or fail. It defines the severity of the drawing operation and directly influences die design, press tonnage requirements, and the number of drawing stages needed.
Draw Ratio Definition
The draw ratio (m) is defined as the ratio of the blank diameter (D) to the punch diameter (d):
m = D / d
Where:
- D = blank diameter (mm)
- d = punch diameter (mm)
- m = draw ratio (dimensionless)
A higher draw ratio means a more severe drawing operation. The limiting draw ratio (LDR) is the maximum ratio that can be achieved without fracturing the material. For 3003 aluminum, the LDR depends on the temper, thickness, lubrication, and tool design.
Limiting Draw Ratios for 3003 Aluminum
| Temper | Thickness (mm) | 1st Draw LDR | 2nd Draw LDR | 3rd Draw LDR | Notes |
|---|---|---|---|---|---|
| 3003-O | 0.5–1.0 | 1.8–2.0 | 1.3–1.4 | 1.2–1.3 | Best formability; ideal for deep cups |
| 3003-O | 1.0–2.0 | 1.9–2.1 | 1.3–1.4 | 1.2–1.3 | Thicker material draws better |
| 3003-H14 | 0.5–1.5 | 1.4–1.6 | 1.2–1.25 | 1.15–1.2 | Limited to shallow draws |
| 3003-H24 | 0.5–1.5 | 1.5–1.7 | 1.2–1.3 | 1.15–1.2 | Slightly better than H14 |
| 3003-H18 | 0.5–1.5 | 1.2–1.3 | 1.1–1.15 | N/A | Not recommended for drawing |
Draw Ratio Calculation Example
Consider a manufacturer who needs to produce a cylindrical cup with an outside diameter of 100 mm and a depth of 75 mm from 3003-O aluminum sheet, 1.0 mm thick.
Step 1: Calculate the required blank diameter.
For a straight-walled cylindrical cup without a flange, the blank diameter can be approximated by the surface area conservation formula:
D = √(d² + 4·d·h) = √(100² + 4 × 100 × 75) = √(10000 + 30000) = √40000 = 200 mm
Step 2: Calculate the draw ratio.
m = D / d = 200 / 100 = 2.0
Step 3: Check against LDR.
From the table above, the first-draw LDR for 3003-O at 1.0 mm thickness is 1.9–2.1. A draw ratio of 2.0 falls within this range, so a single-stage draw should be feasible with proper lubrication, die design, and blank holder pressure.
Step 4: If the draw ratio exceeds the LDR, plan multi-stage drawing.
For a deeper cup requiring m > 2.1, the operation must be split into multiple draws. For example, to achieve a final draw ratio of 2.5 with 3003-O:
- 1st draw: m₁ = 2.0 (draw to intermediate diameter d₁ = D/2.0 = 100 mm)
- 2nd draw: m₂ = 1.25 (draw from d₁=100 to d₂=80 mm)
- Overall: m_total = m₁ × m₂ = 2.0 × 1.25 = 2.5
Between drawing stages, an intermediate annealing step may be required to restore ductility, especially if the cumulative strain hardening has reduced the material’s elongation below the threshold needed for the next draw.
Factors Affecting Draw Ratio Limits
- Material thickness: Thicker material generally achieves higher LDR because the relative stiffness prevents wrinkling at lower blank holder pressures, allowing more material flow.
- Punch and die radii: Larger radii reduce stress concentrations and allow higher draw ratios, but may cause wrinkling if too large relative to material thickness.
- Lubrication: Proper lubrication reduces friction at the die radius and flange, effectively increasing the achievable draw ratio by 5–15%.
- Blank holder pressure: Optimal pressure prevents wrinkling without excessively restricting material flow. Too much pressure reduces the LDR; too little causes wrinkles.
- Tool surface finish: Polished, hard-coated tool surfaces reduce friction and improve draw ratio capability.
- Press speed: Slower press speeds generally allow higher draw ratios for aluminum because the material has more time to flow and redistribute stress.
Lubricant Selection and Application Guidelines
Lubrication is a critical factor in deep drawing that directly affects part quality, tool life, and achievable draw ratio. The right lubricant reduces friction between the blank and tooling, prevents galling and material transfer, distributes heat generated during deformation, and facilitates part ejection. For 3003 aluminum, lubricant selection must account for the alloy’s tendency to gall on steel tooling and its lower forming temperature compared to steel.
Types of Deep Drawing Lubricants for Aluminum
| Lubricant Type | Composition | Friction Coeff. | Max Draw Ratio | Removal Method | Best Application |
|---|---|---|---|---|---|
| Vanishing Oil | Petroleum distillate + evaporative additive | 0.08–0.12 | 1.6–1.8 | Air dry / wipe | Light draws, food-safe parts |
| Water-Soluble Emulsion | Mineral oil + emulsifier + EP additives | 0.06–0.10 | 1.8–2.0 | Water rinse | Medium draws, high-volume production |
| Drawing Compound (Paste) | Soap + fat + mineral filler + water | 0.04–0.08 | 2.0–2.2 | Alkaline wash | Deep draws, multi-stage operations |
| Solid Film (Dry) | Polymer coating or wax | 0.05–0.09 | 1.9–2.1 | Solvent or thermal | Severe draws, cookware |
| Synthetic Ester | Synthetic ester + polymer additive | 0.06–0.10 | 1.8–2.0 | Solvent wash | Automotive, heat exchangers |
Lubricant Selection Criteria
When selecting a lubricant for deep drawing 3003 aluminum, consider the following factors:
- Draw severity: For draw ratios below 1.6, a vanishing oil is usually sufficient. For ratios between 1.6 and 1.9, use a water-soluble emulsion or synthetic ester. For ratios above 1.9, a paste-type drawing compound is recommended.
- Production volume: High-volume operations benefit from water-soluble emulsions because they can be applied via spray systems and are easier to clean. Low-volume or prototype work may use paste compounds applied manually.
- Cleaning requirements: If the part must be cleaned for subsequent welding, brazing, coating, or food contact, choose a lubricant that can be easily removed. Vanishing oils and water-soluble emulsions are easiest to clean; paste compounds require alkaline washing.
- Food safety: For cookware and food packaging applications, use FDA-compliant lubricants. Vanishing oils with food-grade additives are commonly used for these applications.
- Environmental regulations: Water-based and synthetic lubricants are increasingly preferred over solvent-based oils due to VOC regulations and worker safety requirements.
- Tool material: If the die is made of tool steel (D2, A2), lubrication requirements are higher than for carbide or coated tools. Aluminum-bronze tooling can reduce galling and may allow lighter lubrication.
Application Methods
The method of lubricant application affects both drawing performance and production efficiency:
- Spray application: Automated spray nozzles apply a uniform film of water-soluble emulsion to the blank and/or die surface before each press cycle. This is the most common method for high-volume production.
- Roll coating: The blank passes through lubricant-coated rollers before entering the press. This method provides excellent film thickness control and is ideal for coil-fed operations.
- Manual application: For low-volume or prototype work, lubricant can be brushed or wiped onto the blank. This method provides inconsistent coverage and is not suitable for high-volume production.
- Dip coating: Blanks are dipped into a bath of drawing compound and allowed to drain. This provides thorough coverage but may apply excess lubricant that requires removal.
Regardless of the application method, the lubricant film thickness should be controlled to 0.5–3.0 microns for optimal performance. Too little lubricant causes galling and tool wear; too much causes slippage and can lead to wrinkling.
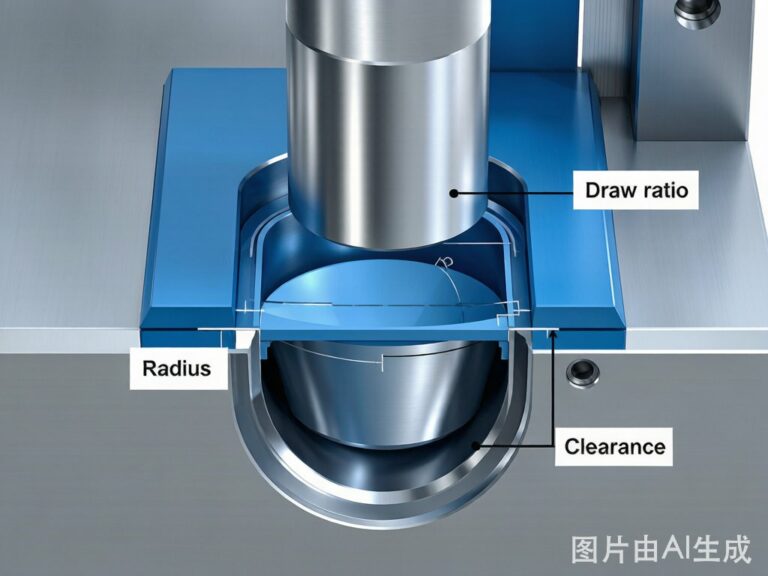
Die Clearance, Punch Radius, and Die Radius Specifications
The geometry of the deep drawing tooling—specifically the die clearance, punch nose radius, and die entry radius—has a profound effect on drawing success. These parameters control material flow, wall thinning, stress distribution, and the risk of defects. Properly specified tool geometry can make the difference between a smooth, high-yield drawing operation and one plagued by tearing, wrinkling, and excessive tool wear.
Die Clearance
Die clearance is the gap between the punch and the die wall. It is typically expressed as a percentage of the blank thickness or as an absolute dimension per side. The clearance must accommodate material thickening at the flange edge (due to radial compression) while preventing excessive wrinkling in the clearance zone.
For 3003 aluminum, the recommended die clearance per side is:
| Material Thickness (mm) | Clearance per Side (mm) | Clearance (% of t) | Application |
|---|---|---|---|
| 0.3–0.5 | 0.05–0.10 | 15–20% | Thin foil, light draws |
| 0.5–1.0 | 0.08–0.15 | 12–18% | General purpose cups |
| 1.0–2.0 | 0.12–0.25 | 10–14% | Cookware, automotive |
| 2.0–3.0 | 0.20–0.40 | 9–13% | Pressure vessels, deep cups |
| 3.0–5.0 | 0.30–0.60 | 8–12% | Heavy-duty components |
Insufficient clearance causes ironing (wall thinning), which increases press load and can lead to tearing. Excessive clearance allows the material to wrinkle in the gap between the punch and die. For 3003 aluminum, the clearance should be approximately 10–15% greater than for equivalent steel drawing operations because aluminum thickens more at the flange during drawing.
Punch Nose Radius (r_p)
The punch nose radius is the radius on the leading edge of the punch that forms the bottom corner of the drawn cup. It is one of the most critical parameters in deep drawing because it controls the stress concentration at the corner where the wall meets the bottom of the cup.
For 3003 aluminum, the recommended punch nose radius is:
- Minimum: 4× material thickness (r_p ≥ 4t) — below this, tearing at the punch radius is likely
- Optimum: 6–10× material thickness (r_p = 6t to 10t) — provides good formability without excessive material thinning
- Maximum: For cups with flat bottoms, r_p should not exceed 15× material thickness to avoid excessive thinning at the corner
For a 1.0 mm thick 3003-O blank, the recommended punch nose radius is 6–10 mm. A radius of 8 mm would be a good starting point for most applications.
Die Entry Radius (r_d)
The die entry radius is the rounded edge at the opening of the die that guides the blank material into the die cavity. It affects friction, material flow, and the risk of wrinkling. A die radius that is too small creates excessive friction and causes material thinning; a radius that is too large allows the blank to wrinkle before entering the die.
For 3003 aluminum, the recommended die entry radius is:
- Minimum: 4× material thickness (r_d ≥ 4t)
- Optimum: 6–12× material thickness (r_d = 6t to 12t)
- Maximum: r_d should not exceed 0.2 × punch diameter (r_d ≤ 0.2d)
For a 1.0 mm thick blank with a 100 mm diameter punch, the die radius should be 6–12 mm, with 10 mm being a typical starting value.
Blank Holder Pressure
Blank holder (binder) pressure must be sufficient to prevent wrinkling but not so high that it prevents material flow. For 3003 aluminum, the recommended blank holder pressure range is 1.0–3.0 MPa, with the optimal value depending on material thickness, draw ratio, and lubrication:
- Thin material (0.3–1.0 mm): 1.5–3.0 MPa (higher pressure needed to prevent wrinkling)
- Medium material (1.0–2.0 mm): 1.0–2.5 MPa
- Thick material (2.0–5.0 mm): 0.8–1.5 MPa (lower pressure due to material stiffness)
The blank holder pressure should be optimized through trial draws, starting at the lower end of the range and increasing until wrinkling is eliminated. Using a programmable hydraulic or servo blank holder allows pressure profiling during the draw stroke, which can significantly improve drawing performance for complex parts.
Tool Material Recommendations
For deep drawing 3003 aluminum, the following tool materials are recommended:
- Punch: D2 tool steel (60–62 HRC) or carbide for high-volume production
- Die: D2 or A2 tool steel (58–60 HRC), or aluminum-bronze for anti-galling properties
- Blank holder: A2 or O1 tool steel (55–58 HRC)
- Surface treatment: Titanium nitride (TiN) or diamond-like carbon (DLC) coating on punches and dies reduces friction and extends tool life by 3–5×
Common Deep Drawing Defects: Causes and Prevention
Even with optimal material and tooling, deep drawing operations can produce defects that affect part quality and production yield. Understanding the root causes of these defects is essential for troubleshooting and prevention. The four most common defects encountered when deep drawing 3003 aluminum are orange peel, cracking, wrinkling, and tearing.
| Defect | Appearance | Root Cause | Prevention |
|---|---|---|---|
| Orange Peel | Rough, grainy surface texture resembling orange peel on drawn walls | Excessively large grain size due to over-annealing or insufficient cold work before final anneal | Control annealing temperature and time; ensure minimum 20% cold reduction before final anneal; specify fine grain size (ASTM 6 or finer) in material specification |
| Cracking at Punch Radius | Fracture at the corner where cup wall meets bottom | Punch radius too small; excessive draw ratio; insufficient lubrication; material too hard (wrong temper); excessive blank holder pressure | Increase punch radius to 6–10t; reduce draw ratio or add drawing stages; improve lubrication; switch to O temper; reduce blank holder pressure |
| Wrinkling (Flange) | Wavy or folded material on the flange or cup wall | Insufficient blank holder pressure; excessive die clearance; die radius too large; material too thin for draw depth | Increase blank holder pressure; reduce die clearance; decrease die radius; use thicker material or reduce draw depth |
| Tearing at Die Radius | Vertical fracture in the cup wall near the die entry | Excessive blank holder pressure; die radius too small; insufficient lubrication; draw ratio exceeds LDR; material defects (inclusions, laminations) | Reduce blank holder pressure; increase die radius to 6–12t; improve lubrication; reduce draw ratio; inspect material quality |
| Wall Thinning (Ironing) | Excessive reduction in wall thickness, especially at the punch nose corner | Die clearance too small; punch radius too small; excessive draw ratio | Increase die clearance to 10–15% of thickness; increase punch radius; reduce draw ratio |
| Earing | Wavy or scalloped top edge on the drawn cup | Planar anisotropy (different r-values in different directions) due to rolling texture | Use material with more uniform texture; trim ears after drawing; optimize rolling and annealing process with supplier |
| Surface Scratching | Linear marks or gouges on the drawn surface | Rough die surface; galling (aluminum transfer to die); insufficient lubrication; trapped debris | Polish die surface; apply TiN or DLC coating; improve lubrication; clean blanks before drawing |
Defect Troubleshooting Decision Tree
When a defect appears, follow this systematic approach:
- Identify the defect type and location on the drawn part (flange, wall, corner, bottom).
- Check material properties — verify temper, thickness, and mechanical properties against specification.
- Review tool geometry — measure punch radius, die radius, and clearance against design values.
- Evaluate lubrication — check lubricant type, application method, and film thickness.
- Adjust blank holder pressure — start low and increase incrementally until the defect is eliminated.
- Check press alignment — misalignment between punch and die causes uneven material flow and asymmetric defects.
- Review press speed — reduce speed if the material is not flowing uniformly.
- Consider material change — if all else fails, try a different temper or grain size.

3003 vs 1100 vs 5052 for Deep Drawing Applications
When selecting an aluminum alloy for deep drawing, manufacturers often compare 3003 with two other common candidates: 1100 (commercially pure aluminum) and 5052 (aluminum-magnesium alloy). Each alloy has distinct advantages and limitations for deep drawing applications. Understanding these differences helps engineers make the optimal material choice for their specific application.
| Property | 1100-O | 3003-O | 5052-O |
|---|---|---|---|
| Composition | 99.0% min Al | Al-1.2%Mn | Al-2.5%Mg-0.25%Cr |
| UTS (MPa) | 90 | 110 | 195 |
| YS (MPa) | 35 | 42 | 90 |
| Elongation % | 35 | 28 | 20 |
| n-value | 0.25 | 0.28 | 0.25 |
| r-value | 0.55 | 0.65 | 0.60 |
| Max Draw Ratio (O temper) | 1.9–2.0 | 1.9–2.1 | 1.7–1.9 |
| Corrosion Resistance | Excellent | Very Good | Excellent |
| Weldability | Good | Good | Fair |
| Brazability | Excellent | Excellent | Poor |
| Relative Cost | Low | Low-Medium | Medium-High |
| Best For | Deep draws needing max ductility, low stress | Balanced formability + strength; most applications | High-strength parts, marine applications |
When to Choose 3003
3003 is the optimal choice when you need a balance of formability, strength, and cost. It offers approximately 20% higher strength than 1100 with nearly equivalent drawability, and it is significantly more formable than 5052. The alloy is the industry standard for:
- Cookware (pots, pans, pressure cookers)
- Automotive heat exchangers (radiators, evaporators, heater cores)
- Lighting reflectors and housings
- Food and beverage containers
- General-purpose drawn cups and housings
When to Choose 1100
1100 is preferred when maximum ductility is required and part strength is not critical. It is commonly used for deep drawn items requiring severe deformation in multiple stages, such as decorative items, foil containers, and electrical components. However, the lower strength means drawn parts are more susceptible to denting and deformation in service.
When to Choose 5052
5052 is selected when the application requires higher strength and superior corrosion resistance, particularly in marine environments. It is used for fuel tanks, marine components, and structural housings. However, its lower formability limits draw depth, and its higher cost makes it less economical for high-volume consumer products. The magnesium content also makes 5052 unsuitable for brazing, which rules out heat exchanger applications.
Industrial Applications and Case Studies
The versatility of 3003 aluminum in deep drawing is demonstrated by its widespread use across multiple industries. The following case studies illustrate how manufacturers leverage the alloy’s unique properties to solve real-world production challenges.
Case Study 1: Cookware Manufacturing
A leading cookware manufacturer in Guangdong, China, produces approximately 500,000 aluminum pots per month using 3003-O aluminum sheet, 1.2 mm thick. The production process involves:
- Blanking: Circular blanks of 320 mm diameter are stamped from 3003 aluminum coil at a coil-fed press line.
- First draw: Blanks are drawn to an intermediate cup of 180 mm diameter and 120 mm depth (draw ratio = 1.78) using a water-soluble emulsion lubricant.
- Second draw (redraw): The intermediate cup is redrawn to the final diameter of 160 mm with a depth of 160 mm (redraw ratio = 1.13).
- Ironing: The cup wall is ironed to reduce thickness from 1.2 mm to 0.9 mm, improving surface finish and dimensional accuracy.
- Trimming and finishing: The cup rim is trimmed, and the bottom is formed with a thickened profile for improved heat distribution.
The manufacturer reports a scrap rate of less than 2% and attributes this to consistent material properties from their supplier, proper lubricant selection, and optimized tool geometry (punch radius 10 mm, die radius 12 mm, clearance 0.15 mm per side).
Case Study 2: Automotive Heat Exchanger Fins
An automotive supplier in Michigan, USA, manufactures evaporator and heater core components using 3003-H24 aluminum strip, 0.3 mm thick. The thin-gauge material is formed into complex fin geometries using progressive die drawing and stamping. Key production parameters include:
- Material: 3003-H24, 0.3 mm × 120 mm wide strip
- Lubricant: Vanishing oil applied via roll coater
- Press speed: 120–180 strokes per minute
- Tool material: Carbide inserts with TiN coating
- Tool life: 500,000+ parts per sharpening
The H24 temper provides sufficient formability for the shallow draw ratios (1.2–1.4) involved while delivering the mechanical strength needed for the fin’s structural function in the heat exchanger core. The vanishing oil lubricant evaporates after drawing, leaving a clean surface ready for brazing.
Case Study 3: Lighting Reflector Manufacturing
A lighting manufacturer in Germany produces spun and deep drawn reflector housings from 3003-H14 aluminum sheet, 0.8 mm thick. The reflectors feature a parabolic internal profile with a depth-to-diameter ratio of 0.6. The manufacturer uses a single-stage draw with the following parameters:
- Draw ratio: 1.45 (within H14 capability)
- Blank holder pressure: 2.2 MPa
- Lubricant: Synthetic ester applied by spray
- Punch material: D2 tool steel, mirror-polished
- Die material: Aluminum-bronze for anti-galling
The aluminum-bronze die material prevents galling and surface scratching, which is critical for reflector applications where surface quality directly affects optical performance. After drawing, the reflectors are anodized for corrosion protection and enhanced reflectivity.
Case Study 4: Packaging Containers
A food packaging company produces disposable aluminum containers from 3003-O aluminum foil, 0.15 mm thick. The containers are formed in a single-stage draw at high speed (180–240 strokes per minute) using progressive die tooling. The thin material requires careful blank holder pressure control (0.8–1.2 MPa) and a specialized water-soluble lubricant that can be easily removed during washing. The company produces over 2 million containers per month with a scrap rate under 1%.
Emering Applications
Beyond traditional applications, 3003 aluminum deep drawing is finding new uses in:
- Battery housings for electric vehicles: Deep drawn 3003 containers provide lightweight, corrosion-resistant enclosures for lithium-ion battery packs.
- Hydrogen storage vessels: Multi-stage drawn 3003 cylinders with internal coatings for hydrogen gas storage at moderate pressures.
- 3D-printed tooling: Additively manufactured die inserts with conformal cooling channels for improved temperature control during deep drawing of 3003 aluminum.
- Sustainable packaging: Recyclable deep drawn 3003 aluminum containers replacing plastic packaging in food service and retail.

Frequently Asked Questions
What is the maximum draw ratio for 3003 aluminum?
For 3003-O (annealed) temper, the maximum first-stage draw ratio is typically 1.9–2.1, depending on material thickness, lubrication, and tool design. Thicker material (1.0–2.0 mm) can achieve the upper end of this range. For subsequent redraw stages, the limit drops to approximately 1.3–1.4. 3003-H14 and H24 tempers have lower draw ratio limits of 1.4–1.7 due to their reduced ductility.
Which temper of 3003 aluminum is best for deep drawing?
3003-O (fully annealed) is the best temper for deep drawing because it offers the highest elongation (20–30%), lowest yield strength, and highest strain-hardening exponent (n-value ~0.28). This combination provides maximum formability and resistance to cracking. However, if the finished part requires higher mechanical strength, 3003-H24 is a good compromise, offering moderate drawability (draw ratio up to 1.7) with significantly higher strength.
How do I prevent orange peel on drawn 3003 aluminum parts?
Orange peel is caused by excessively large grain size in the material. To prevent it: (1) Specify a fine grain size (ASTM 6 or finer) in your material purchase specification, (2) Ensure at least 20% cold reduction before the final anneal, (3) Control annealing temperature (415°C for 3003-O) and avoid over-annealing, (4) Work with a reputable supplier like HXM Aluminum that controls grain size through precise rolling and annealing protocols.
What lubricant should I use for deep drawing 3003 aluminum?
Lubricant selection depends on draw severity: For light draws (ratio < 1.6), use a vanishing oil. For medium draws (1.6–1.9), use a water-soluble emulsion or synthetic ester. For deep draws (ratio > 1.9), use a paste-type drawing compound. For food-contact applications (cookware, packaging), always use FDA-compliant lubricants. Apply lubricant at 0.5–3.0 microns film thickness for optimal performance.
What is the recommended die clearance for 3003 aluminum?
The recommended die clearance for 3003 aluminum is 10–18% of material thickness per side, depending on thickness. For 1.0 mm material, use 0.12–0.15 mm per side. For 2.0 mm material, use 0.20–0.25 mm per side. The clearance should be approximately 10–15% greater than for steel because aluminum thickens more at the flange during drawing. Insufficient clearance causes ironing and tearing; excessive clearance causes wrinkling.
Can 3003 aluminum be deep drawn without intermediate annealing?
Yes, for draw ratios within the single-stage limit (up to ~2.1 for 3003-O), no intermediate annealing is needed. However, for multi-stage deep drawing where the cumulative draw ratio exceeds 2.1, intermediate annealing at 415°C for 30–60 minutes may be required between stages to restore ductility. The need for annealing depends on the specific draw ratios, material thickness, and the number of stages. Work hardening from the first draw increases strength but reduces formability for subsequent draws.
How does 3003 compare to 5052 for deep drawing?
3003 offers better deep drawability (draw ratio up to 2.1 vs 1.9 for 5052) and is significantly more formable due to its higher elongation and n-value. However, 5052 provides nearly double the tensile strength (195 MPa vs 110 MPa for 3003-O) and superior corrosion resistance in marine environments. 3003 is preferred for applications requiring deep draws and moderate strength (cookware, heat exchangers), while 5052 is better for high-strength, shallow-draw applications (fuel tanks, marine components).
What thickness range is suitable for deep drawing 3003 aluminum?
3003 aluminum can be deep drawn in thicknesses ranging from 0.10 mm (thin foil for packaging) to 5.0 mm (heavy-duty components). The most common range for general deep drawing is 0.5–2.0 mm. Thinner material requires higher blank holder pressure relative to thickness and is more prone to wrinkling. Thicker material draws more easily due to its stiffness but requires higher press tonnage. Always ensure the material thickness tolerance is within ±5% for consistent drawing performance.