The electric vehicle (EV) industry is undergoing unprecedented growth, with global EV sales surpassing 17 million units in 2024 and projected to exceed 40 million by 2030. At the heart of every electric vehicle lies the battery system—a complex assembly of cells, modules, cooling systems, and protective enclosures that demands materials capable of meeting extraordinarily rigorous performance requirements.
Among the various materials competing for EV battery applications, 3003 aluminum alloy has emerged as the definitive industry standard for battery shells, cooling plates, and structural components. This aluminum-manganese alloy offers a unique combination of formability, corrosion resistance, thermal conductivity, and cost-effectiveness that makes it the material of choice for leading EV manufacturers worldwide.
In this comprehensive technical guide, we explore why 3003 aluminum dominates EV battery applications, examining its metallurgical properties, manufacturing processes, and performance characteristics that position it as the essential material for next-generation electric vehicles. Whether you are a battery engineer, procurement specialist, or manufacturing professional, this deep dive into 3003 aluminum will provide the technical insights needed to optimize your EV battery component specifications.
1. Why 3003 Aluminum Is the EV Battery Material of Choice
The selection of 3003 aluminum for EV battery systems is not arbitrary—it represents a deliberate engineering decision backed by decades of metallurgical research and practical manufacturing experience. Several key factors converge to make this particular alloy the optimal choice for battery applications.
1.1 Metallurgical Foundation
3003 aluminum belongs to the 3xxx series of aluminum alloys, characterized by manganese as the primary alloying element. With a nominal composition of 1.0-1.5% manganese, 0.6% iron, 0.3% silicon, and 0.2% copper, this alloy achieves an ideal balance of strength and formability through solid solution strengthening rather than precipitation hardening. The manganese content forms fine Al6Mn dispersoids that stabilize the grain structure during thermal processing, providing consistent mechanical properties across the entire formed component.
1.2 Industry Adoption Drivers
The EV industry’s adoption of 3003 aluminum is driven by five critical factors:
Formability Excellence: 3003 aluminum exhibits exceptional deep drawing characteristics, achieving draw ratios of up to 2.2:1 in single-stage operations. This enables the production of complex battery shell geometries—cylindrical, prismatic, and pouch cell configurations—with minimal wall thinning and consistent dimensional accuracy.
Corrosion Resistance: The electrolyte environment inside battery cells presents significant corrosion challenges. 3003 aluminum’s natural oxide layer, enhanced by its manganese content, provides superior resistance to galvanic corrosion, electrolyte attack, and environmental degradation, ensuring long-term battery integrity over 1,500-3,000 charge-discharge cycles.
Thermal Management: With a thermal conductivity of approximately 160 W/(m·K) in the H14 temper, 3003 aluminum efficiently conducts heat away from battery cells. This is critical for maintaining optimal operating temperatures (15-35°C) and preventing thermal runaway—a paramount safety concern in EV battery design.
Lightweight Advantage: At 2.73 g/cm³, 3003 aluminum is one-third the density of steel. For a typical EV battery pack weighing 400-600 kg, using aluminum components instead of steel can reduce weight by 20-35%, directly translating to increased vehicle range—approximately 6-8 km of additional range per kilogram of weight savings.
Cost-Effectiveness: Compared to 5xxx and 6xxx series alternatives, 3003 aluminum offers a 15-25% cost advantage in raw material pricing while delivering comparable or superior performance in battery-specific applications. This cost efficiency is crucial for achieving the $100/kWh battery pack cost target that industry analysts identify as the threshold for EV price parity with internal combustion engines.
| Property | 3003-H14 | Industry Requirement | Status |
|---|---|---|---|
| Yield Strength (MPa) | 145 | ≥ 120 | Pass |
| Tensile Strength (MPa) | 150-200 | ≥ 140 | Pass |
| Elongation (%) | 8-12 | ≥ 8 | Pass |
| Thermal Conductivity (W/m·K) | 160 | ≥ 140 | Pass |
| Density (g/cm³) | 2.73 | ≤ 2.80 | Pass |
| Cost Index (Relative) | 100 | ≤ 120 | Pass |
This convergence of properties has made 3003 aluminum the baseline specification for battery components at major manufacturers including Tesla, BYD, CATL, LG Energy Solution, and Panasonic, who collectively represent over 75% of global EV battery production capacity.
Looking for 3003 aluminum sheets for your battery manufacturing line? Request a quote today.
2. Battery Shell Material Requirements and How 3003 Meets Them
EV battery shells serve as the primary protective enclosure for individual cells, modules, or entire battery packs. The material specification for these components is among the most demanding in all of automotive engineering, requiring a careful balance of seemingly contradictory properties.
2.1 Critical Requirements for Battery Shell Materials
Dimensional Stability: Battery shells must maintain precise dimensional tolerances (±0.05mm or better) across temperature ranges from -40°C to +85°C. The thermal expansion coefficient of 3003 aluminum (23.5 × 10⁻⁶/K) provides predictable, linear expansion behavior that can be compensated for in the battery pack design.
Hermetic Sealing Capability: Electrolyte leakage from battery cells poses severe safety and performance risks. 3003 aluminum forms excellent metallurgical bonds during laser welding, achieving helium leak rates below 1×10⁻⁸ Pa·m³/s—exceeding the automotive industry standard of 1×10⁻⁷ Pa·m³/s for battery enclosures.
Electromagnetic Shielding: Battery electronics require protection from external electromagnetic interference (EMI). While pure aluminum provides moderate EMI shielding, 3003 alloy’s controlled composition enables attenuation of 40-60 dB across the 100 MHz to 1 GHz frequency range, sufficient for automotive EMI/EMC compliance (CISPR 25 Class 3).
Crashworthiness: Battery shells must withstand crash loads without rupturing, protecting cells from mechanical damage during collisions. 3003-H14 aluminum demonstrates excellent energy absorption characteristics, with a specific energy absorption (SEA) of approximately 15-18 kJ/kg in axial crushing—comparable to mild steel at one-third the weight.
2.2 Material Requirement Compliance Matrix
| Requirement | Standard | 3003-H14 Performance | Compliance |
|---|---|---|---|
| Burst Pressure (cylindrical cells) | ≥ 2.5 MPa | 3.2-4.0 MPa | Exceeds |
| Helium Leak Rate | ≤ 1×10⁻⁷ Pa·m³/s | < 1×10⁻⁸ Pa·m³/s | Exceeds |
| Salt Spray Resistance | ≥ 500 hours (ASTM B117) | ≥ 1,000 hours | Exceeds |
| Operating Temp Range | -40°C to +85°C | -40°C to +200°C | Exceeds |
| EMI Shielding (100 MHz – 1 GHz) | ≥ 30 dB | 40-60 dB | Exceeds |
| Wall Thickness Tolerance | ±0.05 mm | ±0.03 mm achievable | Exceeds |
The ability of 3003 aluminum to meet and exceed these demanding requirements explains its widespread adoption across the EV battery supply chain, from individual cylindrical cell cans to large-format prismatic cell housings and complete battery pack enclosures.

Figure 1: Deep drawing process for 3003 aluminum battery shell casings in precision manufacturing.
3. Deep Drawing for EV Battery Cases: Process and Parameters
Deep drawing is the primary manufacturing process for producing 3003 aluminum battery shells, especially for cylindrical cells (18650, 21700, 4680 formats) and prismatic cell housings. The process involves radially drawing a flat sheet metal blank into a die cavity using a mechanical or hydraulic punch, forming a seamless, cup-shaped component.
3.1 Deep Drawing Process Overview
The deep drawing process for 3003 aluminum battery cases follows these critical stages:
Blank Preparation: 3003 aluminum sheet or coil stock is cut into circular blanks with precisely calculated diameters. The blank diameter determines the final component height through the draw ratio relationship. For 21700 cylindrical cells (21mm diameter × 70mm height), the typical blank diameter ranges from 42-48mm, depending on wall thickness and drawing strategy.
First Draw: The blank is positioned over the die cavity and clamped by a blank holder that applies controlled pressure (typically 1.5-3.0 kN for small cell components). The punch descends at a controlled velocity, drawing the material into the die cavity while the blank holder prevents wrinkling. For 3003-H14 material, a first-stage draw ratio of 1.8:1 to 2.0:1 is achievable without intermediate annealing.
Redrawing and Ironing: For deeper components requiring draw ratios exceeding 2.0:1, multiple redraw stages are employed. Each subsequent redraw uses progressively smaller punch and die diameters. Ironing stages may be incorporated to achieve uniform wall thickness and surface finish. The ironing reduction per stage typically ranges from 10-25% in wall thickness.
Bottom Forming: The final forming stage shapes the bottom profile of the battery case, which may include features such as vent scores, bottom domes for pressure relief, or electrical contact pads. This stage requires precise punch-to-die alignment to maintain wall thickness uniformity.
3.2 Critical Process Parameters for 3003 Aluminum
| Parameter | Recommended Range | Impact of Deviation |
|---|---|---|
| Drawing Speed | 50–200 mm/s | Faster: tearing risk; Slower: production inefficiency |
| Blank Holder Force | 1.5–3.0 kN (for Ø21mm) | Too low: wrinkling; Too high: fracture |
| Die Clearance | 1.05–1.15 × blank thickness | Tighter: scoring; Looser: poor dimensional control |
| Lubricant Type | Synthetic ester-based, 40°C viscosity 20-40 cSt | Inadequate: galling, die wear, poor surface finish |
| Punch-Die Alignment | < 0.02 mm TIR | Excessive: uneven wall thickness, splitting |
| Tool Temperature | 20–40°C (ambient to warm) | Cold: increased forming force; Hot: lubricant degradation |
3.3 Forming Limit Diagram for 3003-H14
The forming limit diagram (FLD) defines the safe strain envelope for 3003-H14 aluminum sheet forming. In the major strain-minor strain space, the forming limit curve (FLC) for 3003-H14 in the as-received condition shows:
- Plane strain intercept (FLC₀): approximately 0.22-0.25 true strain
- Biaxial stretching (ε₁=ε₂): formability limit of approximately 0.30-0.35 true strain
- Deep drawing (ε₁=-ε₂): formability limit of approximately 0.40-0.50 true strain
These values confirm 3003 aluminum’s exceptional deep drawing formability, which is central to its role in battery shell manufacturing. Process engineers must maintain forming strains below these limits while achieving the required component geometry—a challenge that has driven continuous innovation in progressive die design and servo-press technology.
4. H14 Temper Optimization for Battery Applications
The H14 temper designation represents a specific work-hardening and partial annealing condition that achieves an optimal balance of strength and formability for 3003 aluminum. Understanding and controlling the temper specification is essential for consistent battery component manufacturing.
4.1 H14 Temper Metallurgy
The H14 temper is produced through a two-step process:
Strain Hardening (H1x): The annealed (O-temper) 3003 aluminum is cold-rolled to achieve a strength level corresponding to half-hard condition. This introduces a dislocation density that increases yield strength through work hardening. The cold reduction for H14 temper typically ranges from 15-25% thickness reduction, resulting in a dislocation density of approximately 10¹⁰-10¹¹ cm⁻².
Partial Annealing (x4): The strain-hardened material undergoes a controlled low-temperature heat treatment (typically 230-260°C for 1-4 hours) that partially recovers the dislocation structure. This thermal treatment reduces internal stresses while retaining approximately 50% of the work-hardening effect, resulting in the characteristic H14 mechanical properties.
4.2 H14 vs. Alternative Tempers for Battery Applications
| Temper | Yield Strength (MPa) | Elongation (%) | Formability Rating | Battery Suitability |
|---|---|---|---|---|
| H14 | 145 | 8-12 | Good (Draw ratio ≤2.0:1) | Optimal for deep-drawn shells |
| H16 | 170 | 5-8 | Limited (Draw ratio ≤1.6:1) | Suitable only for shallow components |
| H18 | 185 | 3-5 | Poor (Draw ratio ≤1.3:1) | Not recommended for drawing |
| H24 | 150 | 10-14 | Very Good (Draw ratio ≤2.3:1) | Good but lower strength than H14 |
| O | 40 | 30-40 | Excellent (Draw ratio ≤2.5:1) | Too soft; lacks structural strength |
The H14 temper has become the industry standard because it provides sufficient formability for complex deep drawing operations while maintaining adequate post-forming strength to withstand service loads, internal pressure, and crash requirements. Manufacturers occasionally specify H24 temper for components requiring additional formability, but H14 remains the preferred choice for the majority of deep-drawn battery shells.
4.3 Temper Verification and Quality Control
Rigorous quality control is essential to ensure consistent H14 temper properties. Key verification methods include:
- Hardness Testing: Vickers hardness (HV) values should range from 42-52 HV for consistent H14 temper. Rockwell B (HRB) values of 30-38 provide equivalent verification.
- Tensile Testing: Per ASTM E8/E8M, yield strength should be 145 MPa minimum, with tensile strength in the 150-200 MPa range and elongation 8-12% for 1.0-3.0mm gauge material.
- Earing Test: The earing percentage (cup height variation) during deep drawing should not exceed 4-6% for H14 temper 3003 aluminum, indicating adequate texture control and grain structure uniformity.
- Grain Size Analysis: ASTM grain size number G=6-8 (approximately 25-45 μm average grain diameter) is typical for deep-drawing quality 3003-H14 sheet.
Need 3003 aluminum coils with certified H14 temper for your battery production? Contact our technical team.
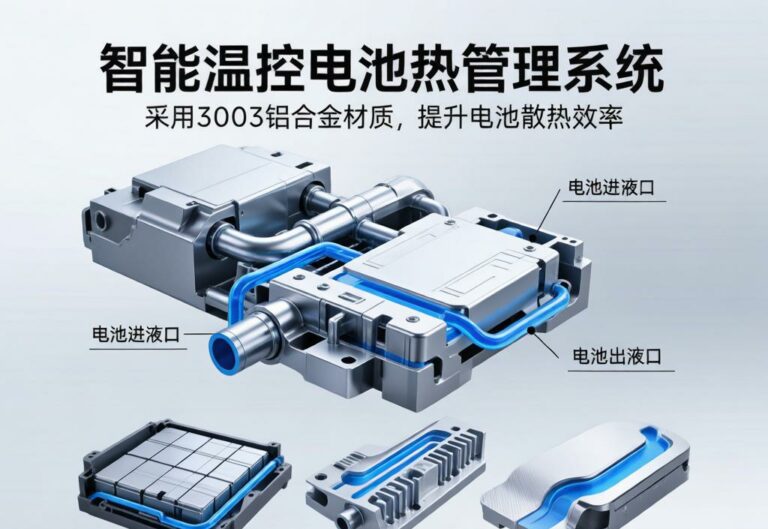
Figure 2: EV battery thermal management system architecture featuring 3003 aluminum cooling plates.
5. Thickness Specifications for Battery Components (0.4mm-3.0mm)
The thickness of 3003 aluminum used in EV battery applications spans a range from ultra-thin 0.4mm foil for cooling fin applications to 3.0mm structural sheet for battery pack enclosures. Each application within the battery system has specific thickness requirements driven by functional, manufacturing, and cost considerations.
5.1 Thickness by Battery Component
| Component | Typical Thickness (mm) | Tolerance | 3003 Temper | Key Requirement |
|---|---|---|---|---|
| Cylindrical cell can (18650) | 0.25–0.30 | ±0.010 | H14/H16 | Deep drawability, burst strength |
| Cylindrical cell can (21700) | 0.30–0.40 | ±0.015 | H14 | Deep drawability, hermetic seal |
| Cylindrical cell can (4680) | 0.50–0.80 | ±0.020 | H14 | Structural integrity, thermal path |
| Prismatic cell housing | 0.60–1.20 | ±0.030 | H14/H24 | Crush resistance, sealing |
| Cooling plate (liquid) | 0.40–1.00 | ±0.020 | H14 | Thermal conductivity, formability |
| Cooling fin (air) | 0.15–0.30 | ±0.010 | H18/H19 | Heat dissipation, fin density |
| Bus bar / Interconnect | 1.00–2.00 | ±0.050 | H14/H24 | Electrical conductivity, weldability |
| Battery pack enclosure | 1.50–3.00 | ±0.050 | H14/H16 | Crash protection, EMI shielding |
5.2 Thickness Considerations for Deep Drawing
The relationship between blank thickness and final component geometry is governed by the draw ratio and the number of drawing stages. For single-stage deep drawing of cylindrical components from 3003-H14 sheet:
Wall Thickness Distribution: After deep drawing, the wall thickness is not uniform throughout the component. The top of the drawn wall is typically 5-15% thicker than the original blank due to compressive circumferential strains, while the bottom corner (punch radius region) may experience 10-20% thinning. For battery shell manufacturers, the minimum acceptable wall thickness at any point must be specified considering this thickness gradient.
Blank Thickness Selection: The initial blank thickness is selected to ensure that the thinnest region of the formed component (typically the punch radius area) meets the minimum thickness specification. As a rule of thumb for 3003-H14, the blank thickness should be 1.10-1.25 times the minimum required wall thickness to compensate for forming-induced thinning.
5.3 Gauge Control and Quality Standards
For EV battery applications, thickness tolerances must conform to ASTM B209/B209M or EN 485 standards, with additional restrictions commonly specified by Tier 1 battery manufacturers:
- Standard Mill Tolerance (ASTM B209): For 0.4-1.6mm sheet, tolerance is ±5-8% of nominal thickness. For 1.6-3.0mm, tolerance is ±4-6%.
- Battery-Grade Enhanced Tolerance: Many EV manufacturers specify tighter tolerances of ±3-4% across the coil width and length, requiring precision cold rolling with automatic gauge control (AGC) systems capable of sub-micron thickness measurement accuracy.
- Coil-to-Coil Consistency: Maximum thickness variation between coils from the same heat lot should not exceed ±2% to ensure consistent forming behavior in high-volume automated production lines processing millions of battery shells per day.
HXM Aluminum supplies 3003 aluminum sheets and coils with battery-grade thickness tolerances, supported by in-line X-ray and laser thickness gauging systems that provide full-width, real-time thickness monitoring with ±0.5% measurement accuracy.

Figure 3: Precision laser welding of 3003 aluminum battery cases for hermetic sealing.
6. Thermal Management: 3003 Aluminum Cooling Plates
Battery thermal management is one of the most critical engineering challenges in EV design. Lithium-ion cells operate optimally within a narrow temperature window of 15-35°C, and deviation from this range—particularly overheating—can lead to accelerated degradation, reduced capacity, and in extreme cases, thermal runaway. 3003 aluminum has become the material of choice for battery cooling plates due to its unique combination of thermal and mechanical properties.
6.1 Thermal Conductivity Advantage
At 160 W/(m·K) in the H14 temper, 3003 aluminum provides approximately 60-70% of the thermal conductivity of pure aluminum (237 W/(m·K)) while offering substantially higher strength and formability. This thermal performance enables:
- Efficient Heat Extraction: Cooling plates fabricated from 3003 aluminum can extract heat at rates of 200-500 W per module, maintaining cell-to-cell temperature differentials below 3°C—a target specified by leading EV manufacturers for optimal battery life.
- Rapid Thermal Equalization: The high thermal diffusivity (approximately 65 mm²/s) ensures rapid temperature equalization across the cooling plate surface, preventing localized hot spots that can accelerate cell degradation.
- Cold-Start Performance: In sub-zero conditions, the cooling system can be reversed to heat the battery pack using a heat pump or resistive heater. 3003 aluminum’s thermal properties facilitate rapid warm-up, bringing cells to optimal operating temperature within 2-5 minutes.
6.2 Cooling Plate Design Configurations
Three primary cooling plate configurations utilize 3003 aluminum:
Stamped Channel Plates: Two sheets of 3003 aluminum (typically 0.6-1.0mm thickness) are stamped to form cooling channels and then brazed or laser-welded together. This configuration is the most common for prismatic and pouch cell modules, offering design flexibility and cost-effective manufacturing. Channel geometries are optimized through computational fluid dynamics (CFD) simulations to achieve uniform flow distribution with minimal pressure drop.
Extruded Micro-Channel Plates: While extrusions typically use 6xxx series alloys, 3003 can be used for roll-bonded plates with internal channel patterns created through a patterned rolling process followed by inflation. These plates offer complex internal channel geometries at lower cost than machined alternatives.
Flat Plate with Thermal Interface Material (TIM): For cylindrical cell modules, flat 3003 aluminum plates (1.5-2.5mm) are bonded to cells using thermally conductive gap fillers or adhesives. This simpler configuration is common in Tesla’s 18650 and 21700-based modules, where the cylindrical cell geometry provides natural gaps for coolant flow.
6.3 Thermal Performance Comparison
| Material | Thermal Conductivity (W/m·K) | Density (g/cm³) | Specific Thermal Cond. (W·cm³/m·K·g) | Relative Cost |
|---|---|---|---|---|
| 3003-H14 Aluminum | 160 | 2.73 | 58.6 | 1.0 (baseline) |
| 6061-T6 Aluminum | 167 | 2.70 | 61.9 | 1.2-1.4 |
| Pure Copper (C11000) | 391 | 8.94 | 43.7 | 3.0-4.0 |
| Mild Steel (AISI 1010) | 52 | 7.87 | 6.6 | 0.6-0.8 |
| Graphite Composite | 200-400 (in-plane) | 1.7-2.0 | 100-200+ | 5.0-10.0 |
The data demonstrates that 3003 aluminum provides the optimal balance of thermal performance, weight, and cost for battery cooling applications. While graphite composites offer higher specific thermal conductivity, their cost premium and anisotropic properties limit widespread adoption. Copper, despite its excellent thermal conductivity, introduces excessive weight and cost penalties.
7. Comparison with Alternative Battery Materials
While 3003 aluminum dominates EV battery shell applications, several alternative materials compete for specific niches within the battery system. Understanding the comparative advantages and limitations of each material is essential for informed material selection.
7.1 3003 vs. 5052 Aluminum
5052-H32 aluminum (2.5% Mg, 0.25% Cr) offers higher strength than 3003 (yield strength 193 MPa vs. 145 MPa) with comparable formability. However, several factors favor 3003 for battery applications:
- Cost: 5052 commands a 10-15% premium over 3003 due to higher alloying content and more complex processing requirements.
- Corrosion: While 5052 provides excellent marine corrosion resistance, 3003’s manganese-based composition is more compatible with the mildly basic electrolyte environment found in lithium-ion cells (pH 8-10).
- Weldability: 3003 aluminum welds more predictably with fewer solidification cracking concerns than 5052, a critical advantage for laser-welded hermetic seals.
7.2 3003 vs. 3004 Aluminum
3004 aluminum (1.25% Mn, 1.0% Mg) is essentially a magnesium-enhanced version of 3003, offering approximately 10-15% higher strength while maintaining excellent formability. For applications requiring the highest deep draw ratios combined with elevated post-forming strength, 3004 can be a viable alternative. However, 3003 remains preferred for cost-sensitive high-volume production where the incremental strength benefit of 3004 does not justify the 8-12% material cost increase.
7.3 3003 vs. Nickel-Plated Steel
Nickel-plated cold-rolled steel was the traditional material for cylindrical cell cans before the industry-wide shift to aluminum. Steel offers higher strength and lower raw material cost but suffers from several disadvantages:
- Weight: Steel is 3× denser than aluminum, adding approximately 30-45g per 18650 cell can—significant in a pack containing thousands of cells.
- Thermal Conductivity: Steel’s thermal conductivity (approximately 52 W/m·K) is only one-third that of 3003 aluminum, impairing heat dissipation from the cell core.
- Corrosion: The nickel plating on steel cans can develop pinhole defects, leading to galvanic corrosion at the steel-electrolyte interface and potential cell failure.
The industry transition from steel to aluminum cell cans, pioneered by Tesla with the 18650 format and now universal across all major cylindrical cell formats, has been driven primarily by thermal management benefits and weight reduction.
7.4 Comprehensive Material Comparison Matrix
| Property | 3003-H14 | 5052-H32 | 3004-H14 | Ni-Plated Steel | Winning Material |
|---|---|---|---|---|---|
| Formability (Draw Ratio) | 2.0:1 | 1.8:1 | 1.9:1 | 1.8:1 | 3003 |
| Yield Strength (MPa) | 145 | 193 | 180 | 250-350 | Steel |
| Density (g/cm³) | 2.73 | 2.68 | 2.72 | 7.85 | 5052 (lightest) |
| Thermal Conductivity (W/m·K) | 160 | 138 | 162 | 52 | 3004 |
| Weldability Rating (1-10) | 8 | 7 | 8 | 9 | Steel |
| Cost Index (USD/kg, relative) | 1.00 | 1.15 | 1.10 | 0.65 | Steel |
| Corrosion Resistance | Good | Excellent | Good | Moderate | 5052 |
| Overall Battery Suitability Score | 8.5/10 | 7.5/10 | 8.0/10 | 6.0/10 | 3003 |
The comprehensive comparison confirms 3003 aluminum’s position as the optimal material for EV battery shells, offering the best overall balance of formability, thermal performance, weight, and cost. While alternative materials offer advantages in specific categories, no single material matches the complete performance profile of 3003 aluminum for this application.
Compare our 3003 aluminum specifications against your current battery material requirements.
8. Laser Welding for Battery Sealing
Laser welding has become the dominant joining technology for 3003 aluminum battery components, particularly for hermetic sealing of cell enclosures. The process delivers the precision, speed, and quality required for high-volume battery manufacturing while ensuring the critical hermetic integrity that battery safety depends upon.
8.1 Laser Welding Process for 3003 Aluminum
The laser welding of 3003 aluminum battery components presents specific challenges and requirements that distinguish it from welding thicker structural aluminum or other metals:
Wavelength Selection: Aluminum’s high reflectivity at common laser wavelengths requires careful source selection. Fiber lasers operating at 1070 nm wavelength are preferred because their shorter wavelength results in higher absorption (approximately 5-7% for aluminum vs. 3-5% for CO₂ lasers at 10,600 nm). Modern high-brightness fiber lasers with beam parameter products (BPP) below 4 mm·mrad provide the necessary power density for consistent keyhole welding.
Power and Speed Parameters: For typical 3003-H14 battery shell thicknesses of 0.3-0.8mm, laser power of 500-2000W with welding speeds of 3-8 m/min achieves full-penetration welds with heat-affected zone (HAZ) widths below 0.5mm. The narrow HAZ minimizes distortion and preserves the base material mechanical properties adjacent to the weld.
Shielding Gas Selection: Argon or argon-helium mixtures are the standard shielding gases for 3003 aluminum laser welding. Pure argon provides excellent plasma suppression at a flow rate of 15-25 L/min through a coaxial nozzle. For high-speed applications (>5 m/min), adding 30-50% helium increases penetration depth by raising the keyhole plasma temperature.
8.2 Welding Parameters for Battery Components
| Battery Component | Laser Power (W) | Welding Speed (m/min) | Joint Type | Quality Requirement |
|---|---|---|---|---|
| 18650 Cap-to-Can Seal | 500-800 | 6-10 | Lap (circumferential) | Helium leak rate < 1×10⁻⁸ |
| 21700 Cap-to-Can Seal | 800-1200 | 5-8 | Lap (circumferential) | Helium leak rate < 1×10⁻⁸ |
| 4680 Can Side Seam | 1500-2500 | 3-5 | Butt (longitudinal) | Full penetration, no porosity |
| Prismatic Cell Cover Weld | 2000-4000 | 2-4 | Fillet (rectangular) | Class B per ISO 13919-2 |
| Cooling Plate Edge Seal | 1000-2000 | 4-8 | Lap (perimeter) | Pressure-tight to 2.0 MPa |
8.3 Common Welding Defects and Mitigation
Porosity: Hydrogen porosity is the most common defect in 3003 aluminum laser welding. Sources include surface contamination, moisture, and dissolved hydrogen in the base material. Mitigation strategies include: thorough degreasing of components before welding, storage in a dry environment (<35% RH), and using a trailing gas shield to extend inert gas coverage during weld solidification.
Hot Cracking (Solidification Cracking): 3003 aluminum has a broad solidification temperature range (approximately 654-643°C), which increases susceptibility to hot cracking. While 3003 is less crack-sensitive than 5xxx series alloys due to its non-heat-treatable nature, cracking can occur under conditions of high restraint or unfavorable weld geometry. Pulse shaping—using a gradual power ramp-down at the weld termination—reduces solidification stresses and minimizes crater cracking.
Spatter and Underfill: Excessive spatter can contaminate battery internals and create electrical short circuits. Maintaining optimal focus position (0 to -1mm relative to the workpiece surface) and using power modulation to stabilize the keyhole reduces spatter generation. In-line vision systems capable of detecting spatter events enable real-time quality monitoring in automated production.
8.4 Quality Assurance and Testing
Battery component welds are subject to rigorous quality assurance regimes:
- Helium Leak Testing: 100% of production welds are typically tested using helium mass spectrometer leak detectors, with acceptance criteria of <1×10⁻⁷ Pa·m³/s for standard cells and <1×10⁻⁸ Pa·m³/s for premium cells.
- Metallographic Cross-Sectioning: Periodic destructive testing verifies penetration depth, fusion zone geometry, and absence of internal defects. Acceptance criteria typically require minimum 95% penetration through the joint interface.
- Tensile-Shear Testing: Weld joint strength is verified through destructive mechanical testing, with acceptance criteria typically requiring the weld to withstand at least 80% of the base material ultimate tensile strength.
- X-ray/CT Inspection: For premium applications, computed tomography (CT) scanning detects internal porosity and weld defects with resolution down to 10-20 μm.

Figure 4: Electric vehicles utilizing 3003 aluminum battery technology powering the clean energy transition.
9. Frequently Asked Questions
What makes 3003 aluminum the best choice for EV battery shells?
3003 aluminum offers the optimal combination of properties for EV battery shells: excellent deep drawing formability (draw ratios up to 2.0:1), good corrosion resistance against battery electrolytes, thermal conductivity of 160 W/(m·K) for efficient heat management, low density (2.73 g/cm³) for weight reduction, and cost-effectiveness compared to alternative alloys. These characteristics enable high-volume manufacturing of hermetic, reliable battery enclosures that meet the demanding safety and performance requirements of modern electric vehicles.
What thickness of 3003 aluminum is used for 21700 and 4680 battery cells?
For 21700 cylindrical cells (21mm diameter × 70mm height), 3003 aluminum sheet with thickness of 0.30-0.40mm is standard, with tight tolerances of ±0.015mm. For the larger 4680 format (46mm diameter × 80mm height), thicker material of 0.50-0.80mm is required to maintain structural integrity and burst pressure resistance, with tolerances of ±0.020mm. HXM Aluminum supplies 3003 sheets and coils in these thickness ranges with battery-grade precision tolerances.
How does H14 temper compare to other tempers for battery applications?
H14 temper (strain-hardened to half-hard, then partially annealed) achieves the ideal balance for battery shell deep drawing: yield strength of 145 MPa provides adequate post-forming strength, while 8-12% elongation ensures sufficient ductility for complex forming operations. Compared to H16 (higher strength but limited formability) and O temper (excellent formability but inadequate strength), H14 is the industry-standard temper for deep-drawn battery shells. H24 temper offers slightly better formability for very deep draws but at reduced strength.
Can 3003 aluminum be laser welded for hermetic battery sealing?
Yes, 3003 aluminum is excellent for laser welding, which is the preferred method for hermetic battery sealing. Using fiber lasers at 1070nm wavelength with 500-2000W power and welding speeds of 3-8 m/min, 3003 aluminum achieves full-penetration, low-porosity welds with helium leak rates below 1×10⁻⁸ Pa·m³/s. The key to success is proper surface preparation (degreasing), argon shielding gas (15-25 L/min), and controlled power ramp-down to prevent solidification cracking at weld terminations.
How does 3003 aluminum's thermal conductivity benefit battery cooling?
With thermal conductivity of 160 W/(m·K), 3003 aluminum efficiently extracts heat from battery cells to maintain optimal operating temperatures of 15-35°C. Cooling plates fabricated from 3003 can extract 200-500 W per module while keeping cell-to-cell temperature differentials below 3°C. This thermal management capability prevents accelerated degradation from overheating and, in extreme cases, prevents thermal runaway. The material also facilitates rapid battery warm-up in cold conditions through reverse-cycle heating.
What is the cost advantage of 3003 aluminum compared to alternatives?
3003 aluminum offers a 15-25% cost advantage over 5xxx and 6xxx series alternatives in raw material pricing, while providing comparable or superior performance for battery applications. 5052-H32 (a common alternative) commands a 10-15% premium due to higher alloying content. While nickel-plated steel has lower raw material cost, the weight penalty (3× denser) increases overall system cost through reduced vehicle range. The balanced cost-performance profile of 3003 aluminum supports the industry goal of achieving $100/kWh battery pack cost.
What quality certifications should I look for when sourcing 3003 aluminum for battery use?
When sourcing 3003 aluminum for EV battery applications, look for: ASTM B209/B209M or EN 485 certification for dimensional tolerances; IATF 16949 certification indicating automotive quality management system compliance; mill test certificates (MTC) verifying chemical composition (Mn: 1.0-1.5%, Fe: ≤0.7%, Si: ≤0.6%, Cu: 0.05-0.20%) and mechanical properties; surface quality inspection certification (ISO 8501 or equivalent); and cleanroom-compatible packaging to prevent contamination prior to battery component manufacturing. HXM Aluminum provides full certification packages with each shipment.
Can 3003 aluminum be used for both lithium-ion and solid-state battery systems?
Yes, 3003 aluminum is compatible with both current lithium-ion and emerging solid-state battery technologies. For lithium-ion cells, 3003’s corrosion resistance handles liquid electrolytes effectively over thousands of cycles. For solid-state batteries, the material’s formability enables the complex geometries required for solid electrolyte integration, while its thermal properties support the higher operating temperatures (60-80°C) that some solid-state designs require. As the EV industry transitions to solid-state technology, 3003 aluminum is expected to maintain its position as the primary battery enclosure material.
Partner with HXM Aluminum for Your EV Battery Material Requirements
As a trusted supplier of 3003 aluminum sheets, coils, and strips, HXM Aluminum delivers battery-grade material with certified properties, precision tolerances, and comprehensive technical support. Our 3003 aluminum products are manufactured to the highest quality standards, ensuring consistent performance in your battery production line.
Explore our full range of aluminum products:
3003 Aluminum Sheets | 3003 Aluminum Coils | 3003 Aluminum Strips